חלק א’
שאלה 1
טענה: הקטנת פילט רדיוס ביציאת חומר לאזור של פלש בחישול בטבעיים סגורים תגרום לשיפור במילוי התבנית בתנאי שנפח חומר הגלם יישאר קבוע.
תשובה: נכון, כי הקטנת פילט רדיוס ביציאה תגביל את כמות החומר הזורם לכיוון אזור פלש, ואזי יותר חומר יישאר בתוך התבנית.
לפי [[MNF1_003 Bulk Deformation Processes#Forging#Impression-die forging|חישול בטבעים סגורים]].
שאלה 2
טענה: מוצרים המיוצרים בשיטת יציקה בחול, מתאפיינים בטיב פני שטח משופרים.
תשובה: לא נכון, כי התמצקות החומר הנוזלי במגע עם פני התבנית העשויה מחול גורמת להיווצרות פני שטח מחוספסים.
לפי תהליכי יציקה, אחד מהחסרונות של יציקת חול הוא טיב פני שטח גרוע. בנוסף, החומר לא מבעבע בתבנית היציקה.
שאלה 3
טענה: ריתוך בקרן אלקטרונים מניב אזור השפעה תרמית רחב במיוחד.
תשובה: לא נכון, כי השימוש בקטן אלקטרונים מאפשר שליטה מלאה על עוצמתה ומיקומה הגיאומטרי.
לפי ריתוך.
שאלה 4
טענה: החלק החיצוני של מטיל מתכתי הינו הכי מזוהם, ולכן יש צורך להסירו בעיבוד שבבי לפני תחילת תהליך החישול.
תשובה: לא נכון, כי האזור שליד פני השטח של המטיל הינו זה שמתמצק ראשון, והוא הכי נקי עקב הכתבה תרמודינמית של התמצקות.
לפי מבנה יציקות.
שאלה 5
טענה: פלדות עם תכולת פחמן גבוהה הינן בעלות כושר ריתוך נמוך.
תשובה: נכון, כי תכולת פחמן גבוהה מגדילה את נטיית הפלדה להתחסם בתנאיי קירור האוויר, לכן התפר נסדק מיד לאחר היווצרותו.
לפי כושר ריתוך.
שאלה 6
טענה: התזת כדורי פלדה הינה שיטת עיבוד פני שטח המוצר שמיועדת לשיפור עמידותו בקורוזיה
תשובה: לא נכון, כי התזת כדורי פלדה מיועדת להכנסת מאמצים שיוריים של לוחצים שאמורים לשפר את העמידות בהתעייפות.
גם עם החומר הפתוח לא הייתי מצליח לענות על זה.
שאלה 7
טענה: תהליך אלגון (anodizing) מיועד לציפוי מגן בפני התעייפות.
תשובה: לא נכון, כי תהליך זה מיועד לשיפור העמידות בפני קורוזיה ללא קשר לעמידות בהתעייפות.
לפי תהליכי טיפול משטחים.
שאלה 8
טענה: תהליך חיסום מתבצע לפלדות כהכנה לחישול צורתי בטבעים סגורים.
תשובה: לא נכון, כי חיסום מגדיל את קושיות החומר עד הרמה שלא מאפשרת עיבודים פלסטיים.
לחישול צריך שהחומר יוכל לעבור עיבודים פלסטיים.
שאלה 9
טענה: בחלקים היצוקים בשיטת יציקת ואקום בעיית גז לכוד בבועות כמעט לא קיימת.
תשובה: נכון, כי התהליך הוואקום שואב את רוב הגזים החוצה.
יש על השיטה הזאתי שורה אחת במצגת: Vacuum casting - eliminates porosity. קורס מדהים.
שאלה 10
טענה: ניתן לשנות תכונות מכניות של חלק מסגסוגות אלומיניום חשילות ע”י טיפולים תרמיים.
תשובה: נכון, חלק מסגסוגות אלומיניום חשילות ניתנות לשינוי תכונות ע”י טיפולי המסה וזיקון.
לפי טיפולים תרמיים.
שאלה 11
טענה: תכונות המוצר הסופי שמיוצר בטכנולוגיית אבקות תלויות בהרבה בצפיפותו לאחר סנטור.
תשובה: נכון, כי לתהליך סנטור יש חשיבות רבה מאוד בהגעה לצפיפות המוצר.
לפי סנטור.
שאלה 12
טענה: תהליך אטומיזציה מאפשר ייצור אבקות מתכתיות בלבד.
תשובה: נכון, כי רק חומר מתכתי ניתן להתיך ולקרר מהר בזרם של מים, גז או בוואקום.
כן אפשר להבין מההרצאות שהאטומיזציה היא תהליך לייצור אבקות מתכתיות, אבל בשום שלב לא נאמר שזה לייצור אבקות מתכתיות בלבד. איזה באסה זה כשאין כבר רעיונות לשאלות חשובות ובעלות משמעות.
שאלה 13
טענה: את החללים השיוריים הקטנים במוצר המודפס בטכנולוגיית קרן אלקטרונים (EBM) ניתן לסגור בלחיצה איזוסטטית חמה (HIP) אחרי ההדפסה.
תשובה (נראה לי, לא יודע, אין פתרון רשמי לזה): נכון, כי תהליך HIP משלב חימום לטמפרטורה גבוהה עם הפעלת לחץ איזוסטטי בתוך גז.
לפי לחיצה איזוסטטית.
שאלה 14
טענה: טיב שטח של מוצרים מודפסים יותר טוב מזה של המוצרים היצוקים ביציקת שעווה נעלמת (investment casting).
תשובה: לא נכון, כי יציקת casting investing מניבה טיב שטח מצוין עד כדי כך שתהליכי הדפסה קיימים לא מסוגלים להתחברות בו.
לפי תהליכי יציקה.
שאלה 15
טענה: הגנה קתודית של מתכות בפני קורוזיה מבוססת על הכנסת מאמצי מתיחה שיוריים בפני השטח של המוצרים המוגנים.
תשובה (נראה לי, לא יודע, אין פתרון רשמי לזה): לא נכון, כי הגנה קתודית מבוססת על הקרבה של מתכת הציפוי בעלת אלקטרו- שליליות גבוהה יותר מזאת של המתכת המוגנת.
לא יודע למה, קראתי קצת מויקיפדיה.
חלק ב’
שאלה 1
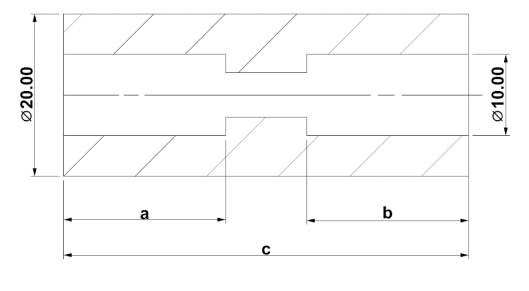
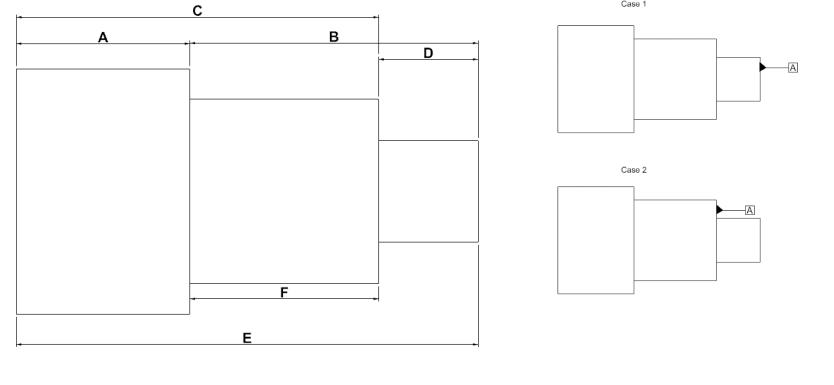
מידות ייצור
מידות פונקציונליות
מידה פונקציונלית היא הסכום של המידות המיוצרות שבהם הוא תלוי, ולכן:
נקבל כי
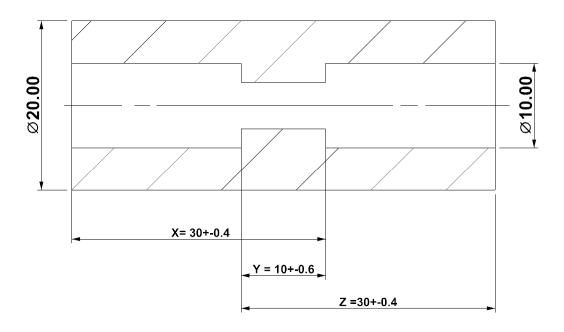
שאלה 2
המידה
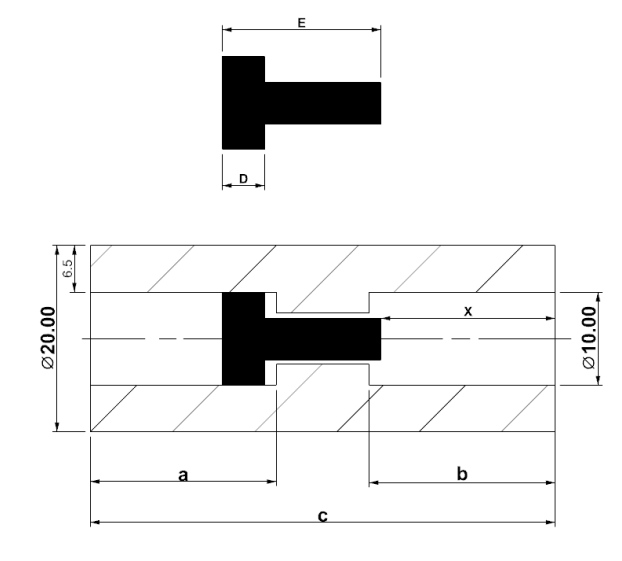
שאלה 3
טוב סגל לא הקורס לא יודע לשרטט, כנראה מתכוונים ל-
לפי Go של גל וחור, נבחר
באותו אופן, רק הפוך, ניקח
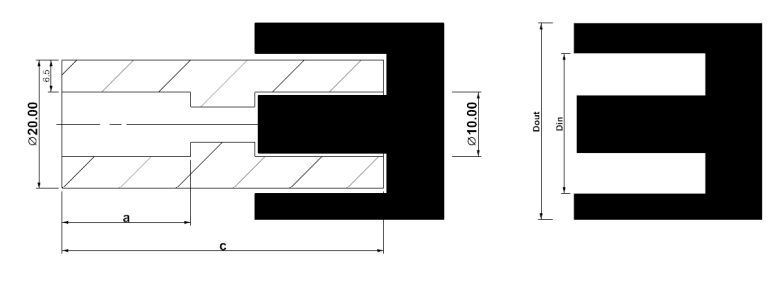
שאלה 4
אין לי שמץ, לא תרגלנו את זה בכלל. מעדיף לעשות את מוצקים 2 מאשר את זה.
חלק ג’
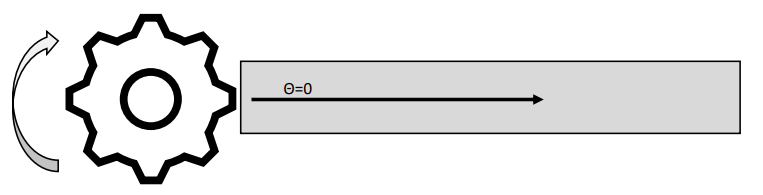
אופן פעולת הכרסום הנתון בבעיה.
שאלה 1
מ[[MNF1_004 Machining Processes#Milling#Cutting Force and Power|כוח בכרסום]]:
נתון כי החתך יורד ב-
נמצא את גבולות

מאחר ו-
נקבל
שאלה 2
כעת נתון כי כוח החיתוך עבור שן אחת הוא
כאשר
נקבל כי
בתשובות רשום
שאלה 3
לפי [[MNF1_004 Machining Processes#Milling#Cutting Force and Power|הספק בכרסום]]:
נציב נתונים ונקבל:
יש גרסה (או מהשחזור של מבחן) שבו נתון שהנצילות החשמלית היא
חלק ד’
זהה כמעט 1:1 לשאלה מתרגול.